




外観検査
外観検査は、目視を主体として物の外観状況や形状寸法を検査します。
有害なきずとして表面欠陥と内部欠陥がありますが、私たち検査技術者はまず外観検査を入念に行い、表面欠陥などを検出します。
しかし、外観がよくても内部欠陥が存在していないとは断言できず併用して総合的な欠陥評価を行います。
その上で私たち検査技術者は、補修溶接の可否の決定など不具合の適切な処置と対策をアドバイスいたします。

超音波探傷試験
非破壊試験は、材料、溶接部及び構造物が、健全であるかどうかを判断する根拠を提供するために、それらにきずがあるかどうかを調べ、きずがあればその位置と大きさを測定します。
特に超音波探傷試験は、材料、溶接部及び、構造物の内部の目に見えないきずの有無、位置及び大きさを調べます。

放射線透過試験
X線またはγ線と呼ばれる透過能力の大きい放射線を利用して、材料や構造物の内部のきずの検出、内部構造の調査などを行います。
X線フィルムを使用し、放射線の透過量の差を透過写真上の濃度差として、きずを検出する直接撮影方が一般的です。
X線フィルムによるきずの像の永久的記録が得られ、きずの種類及び形状の判別ができるなどすぐれた特徴を持っていますが、放射線障害に対する安全管理は十分に行う必要があります。
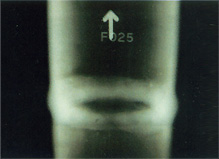
浸透探傷試験
どのような製品でも、使用目的、設計条件がいかにあろうとも、表面に存在する欠陥は内部にある欠陥に比べ有害であり、これを見落とすことなく検出し、除去することが安全上から極めて重要であります。
このような表面開口欠陥を検出することを目的としているのが浸透探傷試験であり各種表面試験方法の中でも開口欠陥に対する最も優れた試験方法であります。
●最も一般的な溶剤除去性浸透探傷試験・速乾式現像法の手順




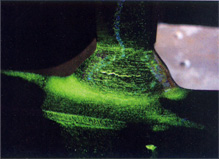
磁粉探傷試験
強磁性体である試験体に磁束を流し磁粉を試験面に散布し、きず部に吸着し形成された磁粉模様を見つけ、試験体の表面あるいは表層部に存在するきずを検出する方法を磁粉探傷試験と言います。
磁粉探傷試験は、試験体が強磁性体でないと適用できない欠点がありますが、試験体表面近くに存在する割れのようなきずの検出に最もすぐれた非破壊試験方法です。
また割れが表面に開口していなくても、表面から2~3mm程度の深さまでの表層部に存在するものであれば検出が可能です。
超音波法によるアンカーボルト長さ測定
既設橋台、橋脚を削孔し、落橋防止装置等を固定したアンカーボルトについてアンカーボルト頭部が表面に出ているものを超音波法により長さを測定する方法です。
- ●測定
- 各アンカーボルトの頭部端面に接触媒質を塗布し、探触子を密着させて長さを測定します。
測定数値を記録用紙に記入すると同時に、測定波形及び測定値を記録紙に出力するか、モニターをデジタルカメラで撮影することにより記録します。 - ●点検結果の記録
- 点検結果の記録は所定の点検表に記録し、併せてアンカーボルト毎に波形図を添付します。
「超音波法によるアンカーボルト長さの点検要領(案)平成15年3月 国土交通省」(抜粋)
各種工事監督業務
工場や施工現場において監督業務を行います。
作業員への具体的な指示出し、施工図や工程表の作成、各種発注業務、現場の予算管理等、工事が円滑に進むよう段取りを立てます。
実際に現場に足を運んで施工状況のチェックを行ない、段取り通りに施工ができているか全体の調整・管理をしていきます。

工程 / 施工管理業務
施工計画表や工程管理表などに基づき、施工管理を行います。
施工過程の各段階で品質検査や作業員に対する安全指導など、適切に工事が実施されているか確認・検査を行います。
現場の状況に応じて工事を進行させていかなくてはならないため、柔軟な対応力と高い管理能力が要求されます。

溶接 / 温度管理業務
溶接技術はあらゆるものづくり支える重要な技術です。
工場、建築物、船舶、車両など身近なものにも多く使用されています。
高度な技術と知識が必要となりますが、当社ではアーク溶接、抵抗溶接、ろう接など様々な工法に対応しております。
溶接継手の外観・形状・強度などの品質検査も行っています。

許認可申請書類作成
各種許認可申請書、諸届出書等の書類作成を行います。
事業の開始・運営に当たって、様々な許認可書類が必要になります。
地域によって提出する書類や内容が異なるため、複雑なものも多く時間もとられてしまいます。
そのような煩雑な手続きも当社にお任せください。

プラント設計 / 強度計算等
石油や鉱物などの原料から化学物質を生産するプロセスを構築します。
現場の規模に適した反応装置や分離装置の設計・選定等を行い、各プラントの配管設計、構造物設計、機器設計、電力設計、周辺機器設計などを決めていきます。
高い設計技術でお客様の多様なニーズにお応えいたします。